SMAW, også kjent som elektrodebuesveising, er en smeltesveisemetode der lysbuen induseres av elektroden og sveisedelene smeltes av lysbuevarmen.Det er den mest brukte og vanlige sveisemetoden for tiden.

Bue er et luftledningsfenomen.Sveisebuen er et sterkt og vedvarende utladningsfenomen som genereres i gassmediet mellom elektroden og arbeidsstykket.Under sveiseprosessen kobles henholdsvis elektroden og sveisingen til de to elektrodene til sveisestrømkilden.Når sveisekjernen til elektroden kommer i kontakt med overflaten av sveisingen, slås kretsen på, og det genereres en stor kortslutningsstrøm samtidig.Siden det er en viss motstand ved kontakten, i henhold til Q=I2Rt, vil det genereres en stor mengde varme der, og varmen vil raskt varmes opp og smelte kontakten.Når elektroden løftes med 2~4 mm, blir gassmediet mellom elektroden og sveisingen ionisert, og produserer ledende elektroner og positive ioner.Under påvirkning av det elektriske feltet beveger elektronene seg til anoden, og de positive ionene beveger seg til katoden.De kolliderer og rekombinerer kontinuerlig, konverterer kinetisk energi til varmeenergi, og genererer derved sterkt lys og høy varme, og danner en bue mellom enden av elektroden og sveisingen.
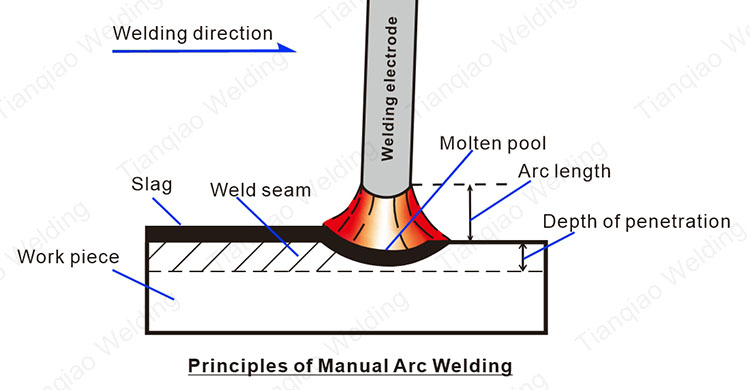
Buen smelter enden av elektroden og den tilsvarende sveisingen samtidig.Sveisemetallet smelter for å danne et smeltet basseng, og elektrodemetallet smelter for å danne en dråpe.De smeltede dråpene kommer inn i det smeltede bassenget under påvirkning av tyngdekraften og lysbuekraften, smelter sammen med metallet i sveisingen og danner en sveis etter størkning.Under sveiseprosessen smelter belegget og danner slagg og det genereres en stor mengde gass som beskytter og metallurgisk behandler det smeltede bassengmetallet.
Sveisebuen består av tre deler: katodeområdet, anodeområdet og buesøyleområdet.Katodeområdet avgir elektroner, og temperaturen er lav, ca. 2400K;anodeområdet aksepterer elektroner, og temperaturen er høy, omtrent 2600K;sentertemperaturen til buesøyleområdet er den høyeste, ca. 6000~8000K.

Når du bruker DC buesveising strømkilde (som lysbuesveising likeretter) for sveising, er det to tilkoblingsmetoder: positiv tilkobling og omvendt tilkobling.Positiv kobling er koblingsmetoden der elektroden kobles til den negative elektroden og arbeidsstykket kobles til den positive elektroden.Siden den positive elektroden aksepterer elektroner og genererer mer varme, er sveisingen lett å penetrere, så denne koblingsmetoden brukes ofte til sveising av tykkere arbeidsstykker.Omvendt tilkobling er tilkoblingsmetoden der elektroden kobles til den positive elektroden og arbeidsstykket kobles til den negative elektroden.Siden varmen som genereres av elektronene som sendes ut av den negative elektroden er mindre, er sveisingen ikke lett å brenne gjennom, så denne koblingsmetoden brukes ofte til sveising av tynne arbeidsstykker.
Varmen som genereres av sveisebuen er proporsjonal med produktet av lysbuespenningen og sveisestrømmen (dvs. Q=IUt).Vanligvis kalles spenningen mellom sveisingen og elektroden når lysbuen er stabilt brent lysbuespenning, og lysbuespenningen er vanligvis i området 20~35V.Fordi lysbuespenningen endres lite, justeres lysbuevarmen hovedsakelig ved å justere sveisestrømmen i produksjonen.
elektrode,elektroder,sveising,sveiseelektrode,sveiseelektroder,sveisestang,sveisstaver,sveiseelektrodepris,elektrodesveising,sveisestangfabrikkpris,sveisepinne,stavsveising,sveisestaver,kinasveisstaver,stavelektrode,sveisetilbehør,sveising forbruksmateriell,Kina-elektrode,sveiseelektroder Kina,karbonstål-sveiseelektrode,karbonstål-sveiseelektroder,sveiseelektrodefabrikk,kinesisk fabrikk-sveiseelektrode,Kina-sveiseelektrode,Kina-sveisestang,sveisestangpris,sveiseutstyr,engrossveiseutstyr,global sveiseutstyr ,buesveiseutstyr,sveisematerialeforsyning,buesveising,stålsveising,enkel lysbuesveiseelektrode,buesveiseelektrode,buesveiseelektroder,vertikal sveiseelektrode,pris på sveiseelektroder,billig sveiseelektrode,syresveiseelektroder,alkalisk sveiseelektrode,cellulose sveiseelektrode,kinasveiseelektroder,fabrikkelektrode,sveiseelektroder i liten størrelse,sveisematerialer,sveisemateriale,sveisestangmateriale,sveiseelektrodeholder,nikkelsveisestang,j38.12 e6013,sveisestaver e7018-1,sveisestavelektrode,sveisestang 6010,sveiseelektrode e6010,sveisestang e7018,sveiseelektrode e6011,sveiseelektroder e7018,sveiseelektroder 7018,sveiseelektroder e7018,sveisestang 6013,sveiseelektroder 6013,013,013,sveiseelektroder ,6010 sveiseelektrode, 6011 sveisestaver,6011 sveiseelektroder,6013 sveisestang,6013 sveisestaver,6013 sveiseelektroder,6013 sveiseelektroder,7024 sveisestav,7016 sveisestang,7018 sveisestav,7018 elektrosveisestaver,7018 elektrosveising180sveis e7016 ,e6010 sveisestang,e6011 sveisestang,e6013 sveisestang,e7018 sveisestang,e6013 sveiseelektrode,e6013 sveiseelektrode,e7018 sveiseelektrode,e7018 sveiseelektrode,J421 sveiseelektrode,42222 sveiseelektrode 10, engros e6011,engros e6013,engros e7018,beste sveiseelektrode,beste sveiseelektrode J421,rustfritt stål sveiseelektrode,rustfritt stål sveisestang,rustfritt stålelektrode,SS sveiseelektrode,sveisestav e307,sveiseelektrode 30316,sveiseelektrode 30316 ,e316l 16 sveiseelektroder,støpejernssveiseelektrode,aws Eni-Ci,aws Enife-Ci,overflatesveising,sveisestang med hardt overflate,sveising med hard overflate,sveising, sveising, sveising,vautid sveising,bohler sveising,lco sveising,miller sveising, atlantisk sveising, sveising, flusspulver, sveiseflussmiddel, sveisepulver, sveiseelektrodefluksmateriale, sveiseelektrodeflussmiddel, sveiseelektrodemateriale, wolframelektrode, wolframelektroder, sveisetråd, argonbuesveising, migsveising, tig-sveising, gassbue sveising,gassmetallbuesveising,elektrisk er sveising,elektrisk lysbuesveising,buesveisingstenger,karbonbuesveising,e6013 sveisestavbruk,typer sveiseelektroder,flukskjernesveising,typer elektroder i sveising,sveiseforsyning,sveisemetall,metall sveising, skjermet metallbuesveising,aluminiumsveising,sveising av aluminium med mig,aluminium mig-sveising,rørsveising,sveisetyper,typer sveisestaver,alle typer sveising,sveisestavtyper,6013 sveisestangstrømstyrke,sveisestavelektroder,sveiseelektrode spesifikasjon ,sveiseelektrodeklassifisering ,sveiseelektrodealuminium ,sveiseelektrodediameter ,mykt stålsveising,sveising i rustfritt stål,e6011 sveisestavbruk,sveisestavstørrelser,sveisestaver pris,sveiseelektrodestørrelse,aws e6013,aws e7018,aws er70 rustfritt stål sveisetråd, rustfritt stål mig sveisetråd, tig sveisetråd, lav temp sveisestang, 6011 sveisestang strømstyrke, 4043 sveisestang, støpejern sveisestang, western welding academy, sanrico sveisetråd, aluminium sveising, aluminium sveisestang, sveising produkter, sveiseteknologi, sveisefabrikk
Innleggstid: 30. desember 2022